Which Evaporative Cooler Pad Materials Perform Best?
September 19, 2025 8:18 pmSelecting the right evaporative cooler pad materials is one of the most consequential choices you can make for system performance, service life, and total cost of ownership. Pads determine how effectively heat and mass transfer occur inside the cooler, how much fan horsepower you need to overcome pressure drop, how often you’ll be cleaning minerals and biofilm from the media, and how predictably the unit holds setpoint as outdoor conditions swing.
Types of Evaporative Cooler Pad Materials Explained
At a high level, pad media must (1) expose a large wetted surface area to the airstream, (2) distribute water uniformly with high capillary action, (3) retain a stable geometry under load and through wet/dry cycles, and (4) resist fouling long enough to be economical between service intervals. The three common types accomplish those goals with different tradeoffs.
Wood fiber (excelsior) media
Composition & structure. Excelsior pads use thin wood shavings (often aspen) compressed into a mat and restrained by a mesh. The matrix is random, which creates a tortuous path for air and water. Fiber diameter and packing fraction vary, producing a broad pore-size distribution.
Key characteristics.
- Wetting: Excellent initial wetting due to the strong capillary action of natural fibers.
- Geometry stability: Moderate. Fibers swell when saturated and shrink when dry; repeated cycles can loosen the mat.
- Pressure drop: Typically low to moderate at common face velocities because of the highly porous structure.
- Durability: Sensitive to biodegradation, fiber breakage, and compaction. UV and microbial attack can weaken the mat.
- Cost: Usually the lowest up-front cost; common in residential window coolers and light-duty applications.
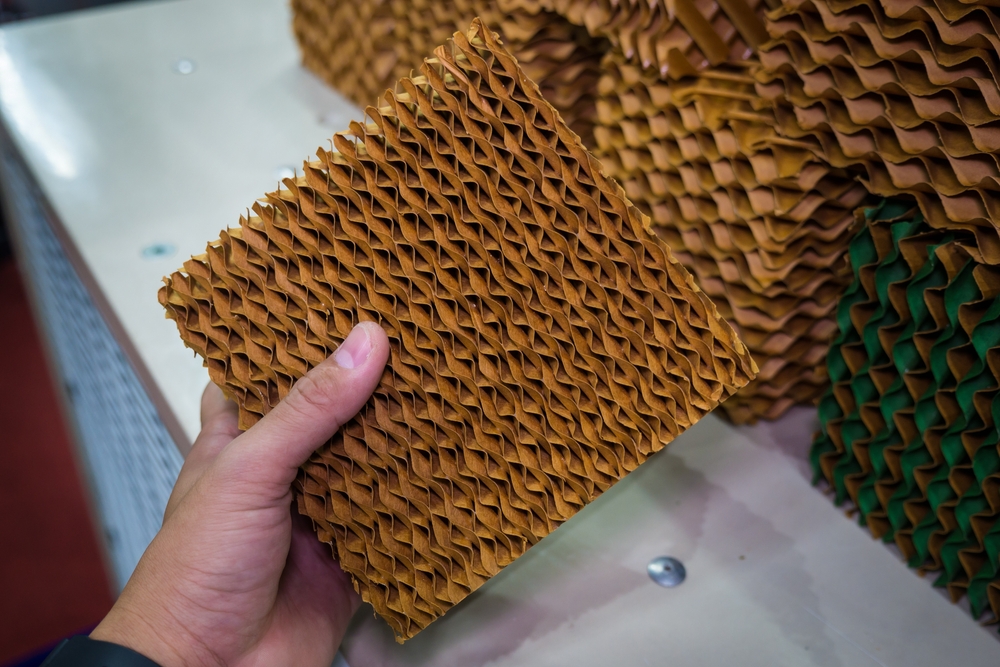
Cellulose (rigid) media
Composition & structure. “Rigid media” pads are made of cellulose sheets formed with intersecting corrugations at alternating angles (e.g., 45°/15° flute pattern), then chemically treated and bonded. The consistent flute geometry creates predictable channels for counterflow of air and water, maximizing surface renewal.
Key characteristics.
- Wetting: Very good. Surface treatments increase wettability and slow water erosion.
- Geometry stability: High. Corrugated, bonded blocks maintain shape under airflow and hydrostatic loads.
- Pressure drop: Moderate and more predictable. Scales roughly with thickness (e.g., 4″, 6″, 8″, 12″) and face velocity.
- Durability: Good in well-managed water chemistry. Susceptible to scaling if bleed and conductivity control are poor.
- Cost: Higher initial cost but longer service life and higher thermal performance.
Synthetic media (polymer mesh/foam)
Composition & structure. Typically polyester, polyethylene, polypropylene, or polyurethane foams/meshes. Geometry ranges from open reticulated foams to layered meshes or extruded lattice structures. Some include antimicrobial agents or hydrophilic coatings.
Key characteristics.
- Wetting: Variable. Untreated polymers are hydrophobic; surface treatments or surfactants improve wetting.
- Geometry stability: Very high; resilient to crushing and cyclic wetting. Does not rot or support microbial growth as easily.
- Pressure drop: Application dependent. Foams can have higher initial resistance at equivalent thickness, but keep resistance steadier over time because pores don’t collapse or mat.
- Durability: Excellent mechanical life; immune to biodegradation. Long-term UV exposure and chlorine can embrittle some polymers.
- Cost: Mid-to-high initial cost; often justified where maintenance access is limited or environments are harsh/corrosive.
Performance Metrics for Evaporative Cooler Pad Materials
To compare materials objectively, it’s useful to speak the language of psychrometrics and fluid dynamics.
Saturation efficiency (η):
η=Tdb,in−Tdb,outTdb,in−Twb,in\eta = \frac{T_{db,in} – T_{db,out}}{T_{db,in} – T_{wb,in}}η=Tdb,in−Twb,inTdb,in−Tdb,out
Higher η means the leaving dry-bulb temperature approaches the entering wet-bulb temperature more closely. Real-world η depends on media geometry, wetted surface area, air residence time, water distribution uniformity, and face velocity.
Approach to wet-bulb (ATWB):
ATWB=Tdb,out−Twb,inATWB = T_{db,out} – T_{wb,in}ATWB=Tdb,out−Twb,in
Lower is better (closer to thermodynamic limit). ATWB is often easier for operators to monitor in the field.
Pressure drop (ΔP) at rated face velocity:
Higher ΔP increases fan energy and can reduce throughput if the fan is flow-limited. ΔP tends to rise over time from fouling.
Water-side metrics:
- Wetting coefficient and capillarity: Determines how quickly a dry pad saturates and re-wets after drain cycles.
- Water distribution uniformity (DU): Prevents channeling and dry streaks.
- Bleed/conductivity control: Inhibits scaling and keeps ATWB stable.
Fouling mechanisms:
- Scaling (CaCO₃, Mg(OH)₂): Precipitation on warm, evaporating surfaces.
- Biofouling: Slime layer increases ΔP, blocks capillaries, and degrades cellulose or wood.
- Particulate loading: Dust can clog pores and raise ΔP.
With these metrics, we can map the typical performance envelopes by material.
Cooling efficiency of cellulose vs. wood fiber evaporative cooler pad materials
Cellulose rigid media generally achieves higher saturation efficiency than wood fiber excelsior under like-for-like operating conditions. The reasons are structural:
- Controlled flute geometry increases air-to-water contact time and encourages repeated film renewal, improving heat/mass transfer coefficients.
- Pad thickness options (e.g., 6″, 8″, 12″) let designers match residence time to climate and load. In hot–dry climates, thicker media markedly lowers ATWB.
- Uniform DU: Factory-formed blocks work well with top-feed distribution headers and spreaders, reducing dry streaks.
Field results commonly show cellulose rigid media η in the ~80–95% range (with optimized thickness and face velocity), while wood fiber media often operates in the ~60–85% range, depending on fiber density, water rate, and system upkeep. In practice:
- At moderate face velocities (e.g., 300–550 fpm), 6–8 inch rigid media often delivers ATWB in the 3–8°F range in hot–dry conditions, assuming good bleed management and clean pads.
- Excelsior can deliver acceptable comfort in small window units or temporary setups but is more sensitive to channeling and dry-out during high-load peaks, which can push ATWB upward as localized dry patches form.
From an energy perspective, higher η means more sensible cooling per cfm of airflow, letting you either reduce airflow (and fan power) for the same leaving temperature or deliver a colder supply at constant airflow. Cellulose’s predictable ΔP vs. velocity curve also simplifies fan selection.
Longevity and biodegradability of synthetic evaporative cooler pad materials
Synthetic media occupies a distinct niche: it’s engineered for environments where longevity and biological resistance dominate the spec sheet. Because polymers do not rot and do not provide nutrients, biofilms are easier to disrupt and less destructive to the substrate. Two implications follow:
- Service life: Synthetic pads can outlast cellulose and wood in high-dust or high-cycling installations, maintaining geometry after thousands of wet/dry cycles.
- End-of-life & environmental profile: Synthetics are not biodegradable in the same manner as wood or untreated cellulose. Some products are recyclable depending on resin type and local facilities, but many end up in solid waste streams. Conversely, wood fiber is biodegradable, and cellulose, depending on its resins and treatments, has partial biodegradability.
Mechanically, synthetics resist fiber sloughing and mat compaction, sustaining airflow and keeping ΔP more stable over time. Where supply water is aggressive (e.g., high chlorides, oxidizing biocides), synthetics can avoid the softening or delamination risks seen with treated cellulose. The tradeoff is thermal performance: unless the synthetic geometry is carefully engineered (and often thicker), many synthetic pads show lower peak saturation efficiency than high-grade rigid cellulose under identical face velocities because achieving equivalent wetted surface area and film dynamics is harder with hydrophobic polymers. Modern hydrophilic coatings narrow that gap, but in head-to-head comparisons for lowest ATWB, cellulose rigid media still typically leads.
Maintenance Tips for Evaporative Cooler Pad Materials
No pad material, or cooler, can outrun poor water chemistry and neglected maintenance. How you manage minerals, biofilm, and dust dictates both the ATWB stability and service life of the media. The fundamentals below apply across materials, with specific nuances by type.
Cleaning procedures for evaporative cooler pad materials
1) Control dissolved solids with bleed and blowdown.
As water evaporates, minerals stay behind. Conductivity rises, and scaling becomes likely. Implement:
- Continuous bleed at a rate appropriate to local hardness and alkalinity (often set as a % of recirculation flow). Start conservatively and verify with conductivity measurements; aim to hold cycles of concentration below the scaling threshold for your water chemistry.
- Periodic sump blowdown and refill to reset the basin’s TDS if your controller doesn’t automate it.
2) Keep water distribution uniform.
Uneven wetting produces hot spots and scaling streaks. Inspect and clean:
- Headers and orifices for biological slime or particulate clogs.
- Spreaders and troughs for level and flow.
- Pad top edge for channeling points; re-seat or replace pad sections showing grooves.
3) Physically clean pads on a schedule.
- Wood fiber (excelsior): Use low-pressure water rinse from the air-exit side to flush debris outward. Avoid high pressure that can tear fibers. If the mat is crushed or sheds excessively, replacement is more economical than aggressive cleaning.
- Cellulose rigid media: Rinse from the air-exit side to drive particulates back toward the water side. For light scaling, use dilute acidic descalers approved for cellulose (follow manufacturer concentration and dwell time). Overuse of strong acids can attack resins and shorten life.
- Synthetic media: Compatible with a wider pH range. Many foams tolerate soak-and-rinse procedures and disinfectants better than cellulose, but verify chemical compatibility with the resin. Reticulated foams can be cleaned more aggressively without structural harm.
4) Manage biofilm.
- Maintain free chlorine or bromine residuals within pad-compatible limits or use non-oxidizing biocides per manufacturer guidance.
- Ensure drift eliminators are in place where required to minimize aerosolized biocide exposure downstream.
5) Protect during off-season.
- Drain the sump, dry the pad, and cover the unit to prevent UV degradation and dust loading.
- For cellulose and wood, extended dry storage reduces microbial activity; ensure the pad is thoroughly dried before long layups.
Cooling efficiency of cellulose vs. wood fiber evaporative cooler pad materials
Let’s quantify the implications of media choice with a practical scenario:
- Entering dry-bulb (Tdb,in): 105°F
- Entering wet-bulb (Twb,in): 65°F
- Target supply (Tdb,out): As low as feasible with reasonable fan power
A well-designed 8″ rigid cellulose bank at ~450 fpm face velocity, clean and properly bled, can often produce η in the high 80s to low 90s, implying ATWB of 4–6°F. That yields a supply around 69–71°F in this example; exceptional comfort in hot–dry climates.
By contrast, an excelsior pad of similar thickness (often not practical; excelsior pads are commonly thinner) may achieve η in the 70s, so ATWB might be 8–12°F, giving a supply around 73–77°F, still a large improvement over ambient, but typically not as cold as rigid cellulose. As ΔP rises with dust loading and scaling, excelsior’s η tends to degrade faster from channeling and partial dry-out.
In short: for lowest approach to wet-bulb and most stable performance curve, cellulose rigid media is the usual winner, especially in engineered central or packaged evaporative systems.
Longevity and biodegradability of synthetic evaporative cooler pad materials
From a lifecycle perspective:
- Wood fiber: Shortest service life in demanding duty cycles. Biodegrades and can compost, but replacement frequency raises labor and downtime costs.
- Cellulose rigid media: Multi-season life when water chemistry is controlled. The resins and binders are not fully biodegradable, but the cellulosic base is derived from renewable sources.
- Synthetics: Longest mechanical life, especially where exposure to oxidants and UV is controlled. Non-biodegradable, but in many cases recyclable; check resin identification and local programs.
If your facility prioritizes minimal changeouts (e.g., remote industrial sites, ag operations, mission-critical cooling where access is limited), synthetics can reduce maintenance mobilizations and keep ΔP predictable across years. If your priority is peak cooling performance with balanced sustainability, high-quality cellulose rigid media remains the sweet spot for most commercial and industrial buildings, particularly in the hot–arid Southwest.
Cleaning procedures for evaporative cooler pad materials
Because cleaning practices so directly impact performance, below is a more prescriptive procedure set you can adapt into your SOPs.
Routine (daily/weekly during season):
- Check conductivity/TDS in the sump and verify bleed valve function; adjust controller setpoint to maintain non-scaling cycles.
- Observe pad wetting within 5–10 minutes of startup. Look for dry streaks and audible hiss (air bypass).
- Inspect the distribution header and orifices for blockage; clear with a soft brush or soak, as needed.
Monthly:
- Shut down the unit, lock out power, and drain the sump.
- Rinse pad from air-exit side until runoff is clear.
- Descale (as required):
- Cellulose: Apply a mild descaler (citric or phosphoric blends) at manufacturer-recommended concentration. Keep contact time short, then rinse thoroughly.
- Synthetic: Can typically tolerate stronger descalers and longer soak times; verify resin compatibility.
- Wood fiber: Avoid harsh chemicals; brief mild acid rinse only if necessary, then copious water rinse.
- Disinfect: Circulate an approved biocide in the sump for the recommended contact time, then drain and refill.
Seasonal layup (end-of-season):
- Drain and clean sump, pumps, and strainers.
- Dry the pads thoroughly; operate fan (without water) briefly to purge moisture.
- Cover the unit to block UV and dust.
Comparative Strengths at a Glance
While every installation is unique, the following matrix captures typical tradeoffs when pads are operated within recommended velocities and with competent water treatment:
- Cooling efficiency (η / ATWB):
Cellulose rigid > Synthetic (coated/engineered) ≳ Wood fiber - Predictability & geometry stability:
Cellulose rigid ≈ Synthetic > Wood fiber - Fouling resistance (with identical water chemistry):
Synthetic (bio & chemical) > Cellulose rigid > Wood fiber - Ease of cleaning:
Synthetic (tolerant of aggressive cleaning) > Cellulose rigid (requires care) > Wood fiber (gentle only) - Initial cost:
Wood fiber (lowest) < Cellulose rigid < Synthetic - Service life:
Synthetic (longest) ≥ Cellulose rigid >> Wood fiber - Environmental end-of-life:
Wood fiber (biodegradable) > Cellulose (partly renewable, mixed biodegradability) > Synthetics (durable but not biodegradable; recycling varies)
Practical Selection Guidance by Application
Residential/light commercial window coolers:
If capital budget is tight and service access is easy, wood fiber remains viable. Expect more frequent replacement and plan diligent bleed and gentle rinsing to prolong life. For improved comfort with moderate maintenance, cellulose rigid upgrades are often worth the cost.
Packaged rooftop or central evaporative systems (commercial/industrial):
Cellulose rigid media is typically the best balance of η, ΔP, and lifecycle cost. Specify thickness to match climate and desired ATWB, and pair with intelligent water management (conductivity control + bleed). Ensure distribution design yields high DU.
Remote, dusty, or maintenance-constrained sites (mining, ag, telecom huts):
Consider synthetic media for mechanical resilience and easier cleaning, especially where biocide control is inconsistent or the water source is variable. Validate thermal performance at your design face velocity; you may select greater thickness to approach cellulose-level ATWB.
Corrosive or chemically aggressive environments (chlorinated makeup, food processing washdowns):
Synthetics can shine where oxidants or sanitizers attack cellulose binders. Confirm compatibility with the full chemical stack and expected temperatures.
Frequently Overlooked Design Factors That Matter More Than the Pad Label
- Face velocity matching: Every media has a “sweet spot.” Too fast, and carryover and ATWB both worsen; too slow, and you pay fan energy penalties for marginal gains. For many rigid cellulose systems, ~350–550 fpm is a common design band; verify with manufacturer curves.
- Pad thickness vs. climate: Hot–dry regions benefit from thicker media (6–12″) to add residence time. Mild climates can run thinner media with less ΔP and cost.
- Water rate and distribution: “More water” is not always better. Excessive flow can cause channeling and re-entrainment. Use recommended gpm per linear foot and ensure even top-feed distribution.
- Conductivity control: A stable cycles of concentration strategy prevents scale without wasting water. Pair continuous bleed with conductivity setpoint appropriate for hardness and alkalinity; monitor and adjust seasonally.
- Filtration and pre-screens: Upstream air filtration reduces dust loading and ΔP drift, extending pad life across all materials.
Which Pad Material Performs Best?
If “best” is defined strictly as lowest approach to wet-bulb at practical fan power, cellulose rigid media is the front-runner in most building applications. Its engineered flute geometry, stable structure, and predictable hydraulic behavior deliver high saturation efficiency across a wide operating range.
If “best” means lowest maintenance with longest mechanical life in harsh or remote conditions, synthetic media earns the nod. While peak cooling efficiency may trail top-tier cellulose at the same thickness and velocity, synthetics’ resistance to rot, crushing, and aggressive cleaning agents can produce the lowest total labor hours per year and most stable ΔP.
If “best” means lowest initial cost for light-duty or temporary cooling with easy access, wood fiber remains serviceable, provided you accept more frequent replacement and commit to careful water management to stave off early performance drop-off.
In practice, your climate, water chemistry, access for maintenance, and process criticality should guide the final choice. Many operators standardize on cellulose rigid media for mainstream buildings and deploy synthetics in outlier environments where resilience trumps maximum η.
Contact Us Today
For over 30 years, Premier Industries, Inc. has engineered and manufactured evaporative coolers in Phoenix, AZ, with a relentless focus on thermodynamic performance and lifecycle reliability. Our units feature lifetime stainless steel housings and high-efficiency rigid-type cooling media rated up to 90 percent cooling efficiency, delivering low approach-to-wet-bulb performance in the most demanding hot–dry climates. Whether you need help sizing media thickness, optimizing face velocity, specifying bleed and conductivity control, or integrating filtration and air-handling, our engineering team can design and build equipment to meet virtually any evaporative cooling, filtration, or air-handling requirement, commercial or residential.
If you’re looking for an efficient, reasonably priced, and innovative way to cool your home or commercial space, look no further than Premier Industries, Inc. Explore solutions and speak with an engineer today.
Categorised in: Evaporative Cooler Pads
This post was written by Mike Nicolini
Comments are closed here.